
Table of Contents
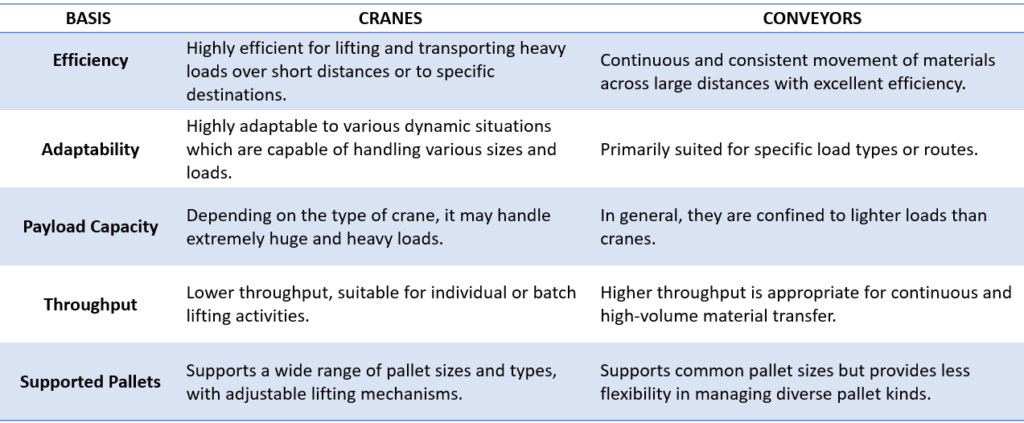
Cranes and conveyors are crucial for optimising the material handling operations of your company. Every solution has special benefits suited to various operational scenarios and needs.
Making an informed selection that improves productivity, efficiency, and overall profitability in your company can be facilitated by thoroughly understanding the advantages of both.
Harness the power of cranes to provide excellent material handling solutions. They are the perfect tool for maximising productivity and efficiency in a variety of industrial applications because of their unmatched flexibility, strong payload capacities, and precision control
Cranes and Conveyors Basics
Embracing Crane Solutions: Optimise Storage with Addverb
Crane ASRS (Automated Storage and Retrieval System)
Our Crane ASRS excels in efficient pallet handling with exceptional high-density storage up to 40m. It is known for its excellent advanced controls, efficiency, efficacy, and safety standards. It is connected to our warehouse management software which optimises movements and monitors various configurations with the help of its modules.
Crane ASRS ensures accurate storage by loading and unloading large goods. It is versatile and works well in a range of environments. Because of its modular design, it can carry pallets up to 1500 kg. Skyron, our crane ASRS with integrated software provides accurate real-time inventory tracking.
Crane ASRS efficiently loads and unloads heavy items, ensuring precise storage. It’s highly adaptable and compatible with various equipment and locations. Designed for pallet loads of up to 1500 kg, it offers accurate real-time inventory tracking through its modular design
How Does Crane ASRS Work?
- Narrow Aisle Operation: ASRS are made to manoeuvre through warehouses with tight aisles. They can move precisely both vertically and horizontally because of the rails or tracks that have been placed along these aisles. This warehouse’s narrow lane design efficiently uses vertical space while maximising storage density.
- Process of Storage and Retrieval: An ASRS crane is outfitted with a device that can lift and transfer pallets, bins, or individual goods, such as a gripper, fork, or shuttle.
- Automation and Integration: With the aid of computerised systems and software like Warehouse Management System (WMS), ASRS cranes can function either fully or partially independently. These systems coordinate the movement of several cranes inside the warehouse, manage inventory, and optimise storage placements based on demand or other variables.
READ MORE: ASRS System Types and Their Applications
Tech Specifications of Crane ASRS
- Picking: By automating pallet retrieval, improving storage layouts to minimise travel, guaranteeing real-time inventory tracking, and reducing human error through precise automation, Crane ASRS streamlines picking at the case level.
- Sequencing: Crane ASRS expedites travel time and boosts productivity by rearranging items for order sequencing. It minimises errors and guarantees prompt order fulfilment by automating item retrieval based on order priorities.
KNOW MORE: Addverb’s Crane ASRS Solutions
Benefits of Crane ASRS
Top-notch safety: ASRS cranes are equipped with cutting-edge safety features including sensors and collision avoidance systems, which reduce the chance of accidents and provide a safe working environment for warehouse staff.
Deep storage facilities: These systems optimise storage density and operating efficiency by making effective use of vertical space. They enable double deep storage capabilities that maximise warehouse capacity without increasing its footprint. In a nutshell, it makes use of automated storage racks and computer-controlled cranes to maximise storage capacity and improve warehouse operations.
Order sequencing optimisation : Our ASRS systems reduce picking times, enhance fulfilment operations’ efficiency, and arrange products logically to optimise order fulfilment. By doing this process our orders are processed precisely and quickly, constantly living up to client expectations.
Reduced travel time: ASRS systems reduce picking times, increase fulfilment operations’ efficiency, and arrange products logically to optimise order fulfilment. By doing this, orders are processed precisely and quickly, constantly living up to client expectations.
Real-time inventory tracking: Inventory management software and warehouse management systems (WMS) are connected with ASRS systems. They gather data on transactions, movements, and inventory levels continually in real-time. Accurate inventory tracking and management depend on this data.
To uniquely identify each stored object, ASRS systems frequently make use of barcode or RFID (Radio Frequency Identification) technology. These technologies automatically update inventory data as things are stored or retrieved by the ASRS, giving quick visibility into stock locations and levels.
Used in multiple industries: Automotive manufacturing and distribution facilities use ASRS systems to effectively store and retrieve parts, facilitating just-in-time manufacturing procedures and minimising production downtime. By effectively managing raw materials, work-in-progress (WIP), and finished goods, ASRS systems improve manufacturing operations. Through the reduction of waste and enhancement of material flow inside production facilities, they bolster the concepts of lean manufacturing.
Embracing Conveyors: Elevate Efficiency with Addverb
Seamlessly connecting every functional area our durable conveyors ensure uninterrupted material flow from pallets to parcels.
Conveyor system is a type of system that is created universally to move products or materials from one area or section of a building to the other or many sections at that. It includes rollers, belts air or chain, and anything through which it is easier to convey objects in a special direction or path.
These systems are used broadly in manufacturing sectors, logistics, and distribution industries for the automatic transportation, segregation, or repositioning of the various products or goods that are dealt with in them, hence minimizing the use of manpower.
READ MORE: Explaining Conveyor Systems: Definition, Function, and Applications
Functions of Conveyor Systems
Automated and streamlined process
The automation of the movement of materials by conveyor systems shows increased efficiency and optimise the production line, thus reducing downtime.
Consistent handling, sorting, and distribution
They effectively control the velocity and movements of the objects ensuring that their control is accurate and consistent.
Customised layouts
To a certain extent conveyor systems are portable and are adapted to different layouts as well as the operational intensity depending on Industry requirements.
Specialised functionality
To cater to many products or materials that are to be conveyed, the systems comprise parts such as sensors, diverts, or sorting appliances. Standard conveyor systems used for the handling of liquid substances will normally have specific belt materials for instance; corrosion-resistant belts that can uptake fluids without seeping through.
READ MORE: 15 Unique types of Conveyor Systems
Conclusion
We hope you found valuable insights on whether to choose cranes or conveyor systems for your business. At Addverb we ensure to help the customers by enhancing efficiency, reducing costs, and improving productivity.
Addverb’s Crane automation solutions help organisations increase the efficiency of their operations by automating repetitive procedures, completing complicated jobs with accuracy and precision, and enabling clients to respond quickly to changing market needs.

FAQ
What are the main differences between cranes and conveyors?
With cranes more particularly the lateral movement of loads vertically and in many directions as well as enormous capacity is provided. Conveyors, on the other hand, shall be more suitable for the constant horizontal or inclined conveying of materials.
Which is more cost-effective?
Conveyors, in general, have less operational cost provided in the consistent transport of material. Cranes are more costly than other lifts but can manage more weight and more diversified movements and thus will be expensive only for particular operations.
How does space availability impact the choice between cranes and conveyors?
Cranes take more height than floor space ideal for high-rise stacking conditions. Conveyors require more space on the ground but are optimal for the direct transportation of materials or products.
Can cranes and conveyors be used in an automated system?
Indeed, both cranes and conveyors can be interfaced with WMS and ASRS to improve the performance of the warehouse.
Which is faster?
Conveyors are generally seen as having the advantage of being more efficient and uniform for the transportation of material over long distances, whereas cranes are efficient in vertical and other directional plan transport.
What types of businesses benefit most from cranes?
Industries in which objects are large and massive or need bi-directional or lateral movement, for instance, the manufacturing and construction industries, use cranes.
What types of businesses benefit most from conveyors?
Conveyors are useful in areas where a large number of items have to move in sequence, with little interruption, including packaging centres, specifically those linked to Internet merchandise fulfilment, and assembly lines.
Can both be used together?
Yes, it is possible to integrate cranes and conveyors; while cranes can be used for lifting loads, conveyors can be used for moving these loads from one point to another.
Founded in 2016, Addverb offers complete robotics solutions for warehouse and industrial automation, with a strong global presence through its subsidiaries worldwide. The company provides various in-house automation products, including Autonomous Mobile Robots, ASRS, and sorting technologies. It serves over 350+ clients, including well-known companies such as Coca-Cola, Amazon, and DHL.




