
Table of Contents
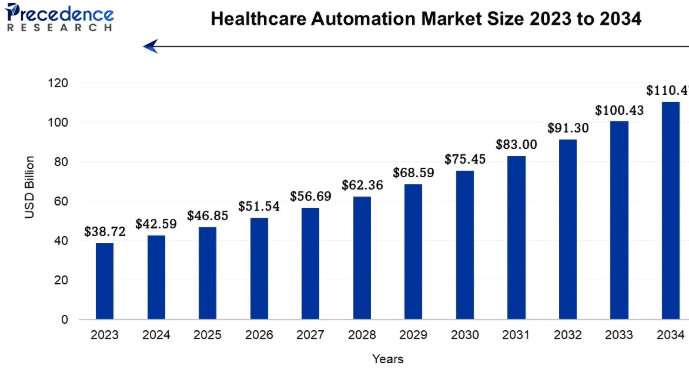
The market of global healthcare automation was anticipated to touch USD 42.59 billion in 2024; it will grow further to USD 46.85 billion in 2025 and will be around USD 110.47 billion by 2034, with a specific growth CAGR of 6.2% from 2024 to 2034.
Technologies, such as automated storage and retrieval systems, robotic sorters, and autonomous mobile robots, are drivers of the transformation in warehousing and supply chain operations that are emerging in the event of increased demand for efficiency and accuracy in pharma warehousing.
In this blog, we will unravel how these innovations are helping healthcare and pharma warehousing business players drive efficiencies, reduce errors, and fulfill increased demand.
Key Challenges in Healthcare & Pharma Warehousing
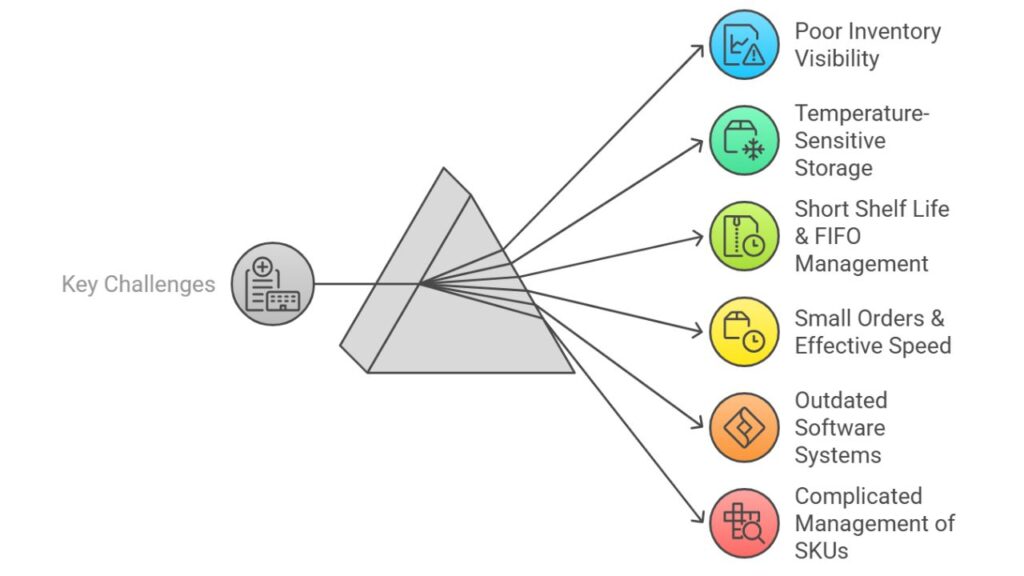
Poor Inventory Visibility: It results from inadequate inventory tracking in pharma warehousing, which subsequently leads to stock-outs or overstocking, ultimately causing delays and wastages during processing operations.
Temperature-Sensitive Storage: Maintaining the right temperature is crucial for the assurance of safety and compliance for the products. Monitored systems offer assurance of integrity and avoid wasteful, costly losses.
Short Shelf Life & FIFO Management: Using FIFO efficiently is paramount to avoid old products going to the market, ensuring safety and waste reduction.
Small Orders & Effective Speed: The demand for small, urgent orders develops very agile systems for an accurate and speedy response to customer demand.
Outdated Software Systems: Traditional systems are concentrated on automation and real-time tracking and therefore reduce efficiency. Modern solutions enhance operations and compliance, thereby improving productivity and efficiency.
Complicated Management of SKUs: A very sophisticated task is managing various SKUs. Inefficient processes of streamlining and forecasting reduce accuracy and increase bottlenecks.
Quick Sortation: Efficient sorting systems need to be integrated for quick and accurate product categorization and direction, improving operation speed and curtailing human error.
Growing Demand: The rising demand for healthcare and pharmaceutical products obliges warehouses to operate more efficiently while meeting their customers’ needs promptly.
These should focus on enhancing efficiency, minimising expenses, and ensuring the safe delivery of the most crucial products.
Common Warehouse Requirements for Healthcare
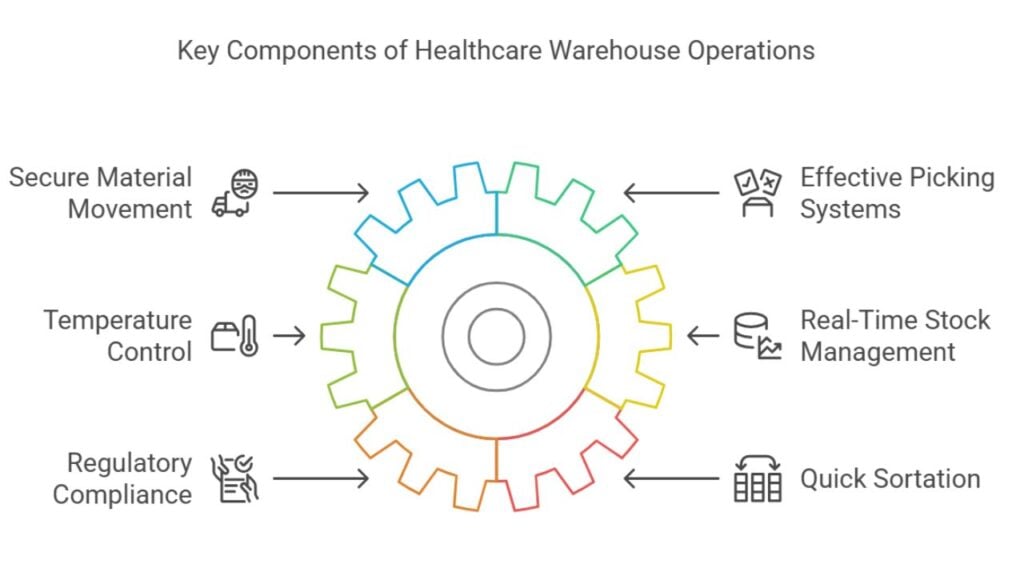
Movement of Material in a Secure Environment: A secure environment in which all the materials are to be moved is an essential requirement to avoid any kind of damage, contamination or theft. This will guarantee the smooth movement of healthcare products both within the warehouse and to their sales locations.
Effective Picking Systems: A highly efficient picking system is paramount for speeding up order fulfilment, reducing the errors in picking, and helping facilitate automation or barcode scanning to ensure that the right healthcare products are quickly and accurately chosen to be delivered.
Temperature Controlled Solutions: Temperature control is a must-have for most pharmaceutical products. It is necessary to ensure that warehouses provide specialised storage and vehicle solutions to do their work and maintain the prescribed temperature limits for sensitive items while ensuring their safety and efficacy.
Management of Stock in Real Time: This is an essential requirement for the organisation in order to plan against stock non-availability or stock excess in the warehouses so that resources will be available for completing orders at any time using correct quantities.
Compliance with Regulatory Norms: Healthcare and pharma warehouses must comply with strict regulatory standards like GDP and GMP that assure product safety, quality, and traceability. Legal adherence is one area where compliance matters, but the safety of patients is also critical.
Quick sortation Solution: High-performance sortation systems are required in popular storage facilities for quickly grouping products and dispatching them to their final destination. It speeds up operation, minimizes errors, and guarantees on-time dispatch of products-all making for a more effective supply chain.
All these conditions put together form the backbone of an efficient healthcare and pharma warehousing operation that keeps things within the scope of safety, within the time, and accurately in the delivery of products.
Why Pharma Warehousing Automation is Required?
Minimising Human Error and Improving Accuracy: Automation minimises manual error and thus enables perfect order fulfilment and saves on messy healthcare and pharma warehousing operations-related errors.
Increasing Operational Efficacy and Speed: Automated systems expedite the process of order picking, packing, and shipping so that delivery is quicker in time.
Ensuring Compliance and Safety: Automation leads to the fact that regulations are kept intact through the consistency of processes and documentation, which ensures product quality and safety for patients.
Better Inventory Turns and FIFO Management: Automated inventory systems keep track of stock in real-time to optimize turnover as well as FIFO (First-In, First-Out) management, reducing waste and expired goods.
Reducing Labour Cost and Dependencies on Workforce: Automating repetitive activities decreases manual labour in warehouses, leading to a decline in operating costs and dependence on manpower.
Increased Storage Efficiency: Automation facilitates better utilization of space and handles product storage conditions well for improved storage management and less waste.
Innovative Solutions for Healthcare Warehousing
Automated Storage and Retrieval Systems (ASRS)
ASRS develops and designs highly customised and efficient high-density storage and retrieval systems for pharma warehousing.
The multi-pro shuttle system significantly increases throughput by releasing child shuttles for automated storage.
The Cruiser 360 pallet shuttle offers completely active, operationally space-efficient storage or retrieval space control with Wi-Fi and a long-life battery.
The Skyron stacker crane offers real-time inventory tracking and also allows loads up to 1500 kg.
Enhanced healthcare applications are implementing various solutions in the areas of storage, retrieval, and inventory management.

Mobile Robots for Material Movement.
Dynamo, an autonomous mobile robot (AMR), makes the transport of materials with high speed and efficiency while reducing exposure to damage or contamination for sensitive objects in pharma warehousing.
Thanks to its robust chassis and reliable LiDAR sensors, it is more compact for the safe and seamless movement of heavy and dangerous materials.
It uses AI and the most advanced algorithms to optimise orders while significantly reducing the human intervention that usually affects operational reliability.
Rail-Guided Vehicles and Conveyors for Intralogistics
Our rail-guided vehicle (RGV)—Travect and conveyor systems—streamline material movement in a healthcare warehouse.
Travect enables fast, accurate transport of pallets at speeds of up to 3 m/s with a payload capacity of 1500 kg, minimising manual handling and contamination.
Combined with our world-class conveyors, it optimises efficiency and safety in all processes from order picking into materials movement and sorting in the pharma warehousing environment.
Sorting
Zippy and SortIE are sorting robots for healthcare and pharma warehousing that bring automation and facilitate order fulfilment through speed, accuracy, and flexibility.
Zippy sorts SKUs at a significantly faster rate, coupled with a built-in obstacle detection sensor, which allows the sorting of items to be set for various destinations. Therefore, its design specifically caters to dynamic environments.
SortIE is a modular vertical sorter that rapidly arranges parcels in a ‘put-to-wall’ system using motion control and a belt drive mechanism.

Case Study: Par Pharma Multi-Deep Storage System
Situation: Par Pharma dealt with the challenges of establishing very limited storage platforms; adopting manual picking; gaps in labour shortage; and poor traceability for their products, reducing the appetite for desired levels of efficiency-storage-density-visibility.
Action: By adding a multi-deep storage system, configuring automated material handling through combining the forklift, conveyor belts, and Cruiser shuttles with Crane ASRS units, Addverb controlled Mobinity WCS software integration for real-time data and control.
Result: The system accomplished 100 percent tracing of products and the storage optimization of 4050 multi-deep positions, improving speed, accuracy, and operational efficiency.
Wrapping Up
Are you set to optimize the processes of your healthcare or pharma warehouse? What are you waiting for? Contact Addverb right now to know how our cutting-edge automation can innovate the in-storage, efficiency-maximizing, and real-time inventory tracking processes in your warehouse.

FAQ
What are the main challenges in pharma warehousing?
Maintaining temperature control, inventory accuracy, handling short-shelf-life products, and managing diverse SKUs.
How does automation improve inventory management?
It offers real-time tracking, precise stock control, and efficient order fulfilment.
What is the role of ASRS in pharma warehousing?
ASRS optimize storage and retrieval, enhancing space utilisation and access to products.
How does automation help with temperature-sensitive storage in pharma warehousing?
It ensures continuous monitoring and control of storage conditions to maintain product integrity.
What benefits does automation bring to managing SKUs?
It streamlines storage and retrieval, reducing errors and improving order accuracy.




