Table of Contents
Introduction
Ever wondered what happens inside a semiconductor cleanroom apart from the machines? These controlled environments are not only required by Semiconductor industry, but also for industries like Solar and Battery or the industries that operate with sensitive processes requiring isolation from dust, moisture or any other contaminants.
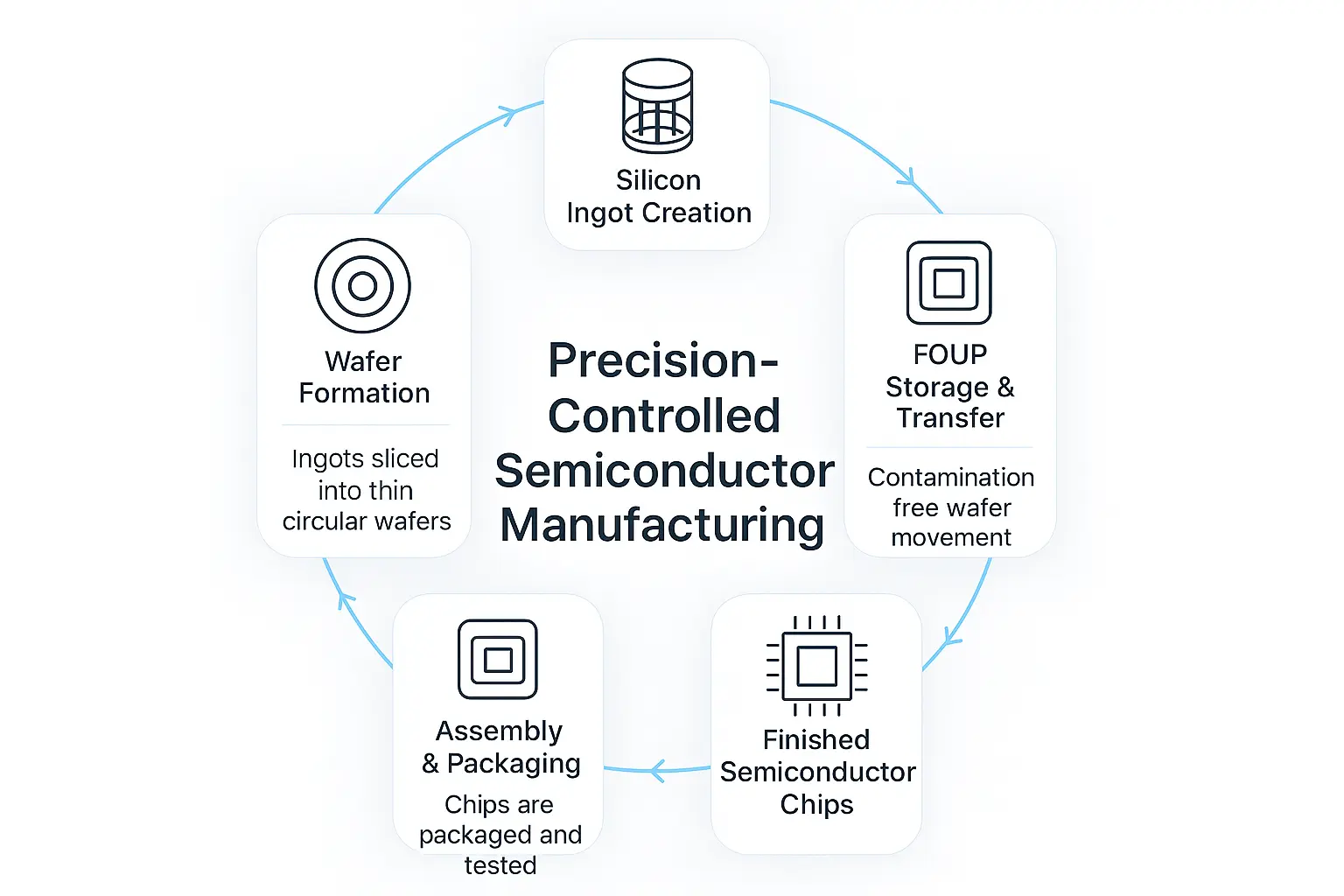
The major challenge is that cleanrooms function in a situation where the room for error is practically zero. Whether it’s the handling of FOUP or FOSB pods, buffer storage management, or part sequencing into production, even a minor environmental factor can result in contamination or production shutdown. In contrast to conventional warehouses, logistics here directly affect yield and product quality.
As the world semiconductor market was at USD 681.05 billion in 2024 and is expected to grow to USD 2,062.59 billion by 2032, expanding at a CAGR of 15.4%. The need for cleanroom logistics is only growing. There is a high demand for extremely accurate and dependable material movement and storage solutions within cleanrooms.
7 Critical Challenges in Semiconductor Cleanroom Logistics
1. Contamination Control as the First Line of Defense
Within cleanrooms, even small dust or slight vibrations have a damaging effect on wafers and result in irreversible batch losses. Moisture-sensitive devices (MSDs) are particularly sensitive to humidity and airflow changes, so environmental control is critical.
2. Safe Handling of Fragile Wafers and Pods
Wafers are very thin and brittle, packaged in FOUP (Front Opening Unified Pod) and FOSB (Front Opening Shipping Box) pods that need to be handled with no vibrations. Human handling invites cracks, scratching, or contamination, which emphasize the requirement for vibration-free automated transportation.
3. Maximizing Space within High-Expensive Cleanroom Environments
Cleanroom space is costly, and each meter must be utilized optimally. Poor storage designs lead to increased handling time and contamination risk, reducing both warehousing and production efficiency.
4. Lot-Level Traceability and Error-Free Inventory
Each lot of integrated circuits is manufactured with expensive raw materials. Batch mix-ups based on ageing properties, quality, or availability can lead to massive production shutdowns or delays. Without complete traceability, warehouses stand to make costly errors.
5. Clean Transport Between Cleanroom Zones
Cleanrooms are segmented into zones with different cleanliness levels. Transferring material between them with human involvement raises contamination risks, and thus automated, contamination-free transport is an essential necessity.
6. Protection from Counterfeit and Theft
Semiconductor chips are tiny, light, and hugely valuable. Insecure inventory and warehousing controls can leave facilities vulnerable to risks of theft, counterfeit insertion, or leakage into the black market.
7. Electrostatic Discharge (ESD) Risks
Both people and devices can create static electricity. As integrated circuits are extremely sensitive, even minor electrostatic discharges are capable of permanently damaging chips while in storage or transit.
‘
Automation as the Enabler of Precision
Tackling these challenges requires solutions built specifically for cleanroom environments. Unlike general-purpose warehouse automation, semiconductor logistics demand vibration-free handling, contamination control, and precise traceability at every stage.
Controlled Storage Systems like semiconductor-grade Automated Storage and Retrieval Systems (ASRS) deliver dense, space-conserving storage along with contamination-free conditions. The systems allow for quick retrieval of sensitive components and secure reels and wafers in Electrostatic Discharge Safe environments.
Collaborative robotic handlers are now commonly deployed to transport delicate FOUP (Front Opening Unified Pod) and FOSB (Front Opening Shipping Box) pods smoothly and precisely. Through pod transfer automation, they safeguard wafers from cracking or contamination and enable buffer supply for fabrication lines.
Autonomous Mobile Robots and robotic arms are usually preferred to deliver accurate, contamination-free inter-bay transfers. Equipped with sophisticated sensors and collision avoidance, they assure lot movement is vibration-free, secure, and completely in line with cleanroom practices.
AI-driven software platforms link these systems, providing batch-level visibility and real-time tracking of wafers, pods, and reels avoiding batch mix-ups, ensure inventory accuracy, and keep production lines humming and it also ensures that all material movement is tracked and traced, with layers of protection against theft, counterfeiting, or unauthorized access. Such solutions protect not only high-value chips but also establish trust throughout the supply chain.
Together, these automation technologies create cleanroom logistic systems that are not only efficient but also contamination-free, traceable, and securely delivering the next-level precision which this industry demands.
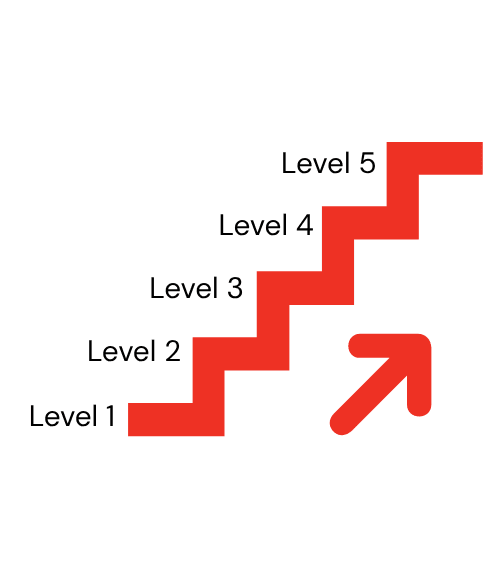
The 5 Levels of Semiconductor Logistics Maturity
Use this ladder to see how close your operations are to achieving fully orchestrated, contamination-free precision.
Rate where your cleanroom stands today
- Level 1 Manual Handling
- Level 2 Basic Automation with conveyors and manual pods
- Level 3 Zone Automation with partial robots and no synchronization
- Level 4 Integrated Automation with AMRs + ASRS + Software
- Level 5 Smart Cleanroom Logistics with full synchronization that is both predictive and traceable
Conclusion
In semiconductor production, accuracy isn’t a choice, it’s the starting point. With progress towards an end-to-end integrated automation that encompasses robotics, ASRS, and smart software, facilities can attain contamination-free processes, real-time transparency, and unparalleled reliability. Climbing up the cleanroom logistics maturity pyramid is the journey to creating smarter, quicker, and future-proof semiconductor supply chains.





