



ON THIS PAGE
With an area of 250,000 sq. ft., this state-of-the-art grocery automation center in Kolkata is all set to create new benchmarks in automation, efficiency, and scalability. Designed to handle 42,000 cartons per day, and accommodate 12,000 Pallets and 100,000 cases, this facility is a game-changer in modern grocery distribution with automated storage and order fulfilment systems — enabling speed and accuracy at scale.
To know more read the full blog:
The Challenge: Scaling Grocery Automation Efficiently
Managing grocery automation at scale is no easy task. With hundreds of stores to supply daily, Reliance Industries, kolkata faced a growing challenge—how to keep up with supply while reducing costs and improving efficiency. Traditional warehousing methods, reliant on manual labor, may slow down operations, leading to delays, inefficiencies, and higher costs.
The Goal: Faster, Smarter, and More Cost-Effective Operations
To make this happen, they teamed up with Addverb, a global leader in automation technology. The result? A streamlined warehouse that operates with speed, precision, and efficiency.
The Objective: Optimizing Operations Through Technology
Reliance Industries’ primary goal was to lower operational costs, maximize space utilization, and reduce labor dependency. By collaborating with Addverb, the company integrated advanced storage and retrieval systems, streamlining inventory management and improving order fulfillment efficiency.
Automation in Action: Step-by-Step Transformation
The facility’s automated processes ensure a seamless transition from material arrival to final dispatch, significantly improving operational efficiency.
Efficient Inbound Material Handling
- Goods arrive via telescopic and flexible conveyors for smooth movement.
- Vacuum lifters handle bulk items, reducing manual effort and speeding up operations.
- Quality Control (QC) with Print & Apply guarantees traceability and accuracy before storage.
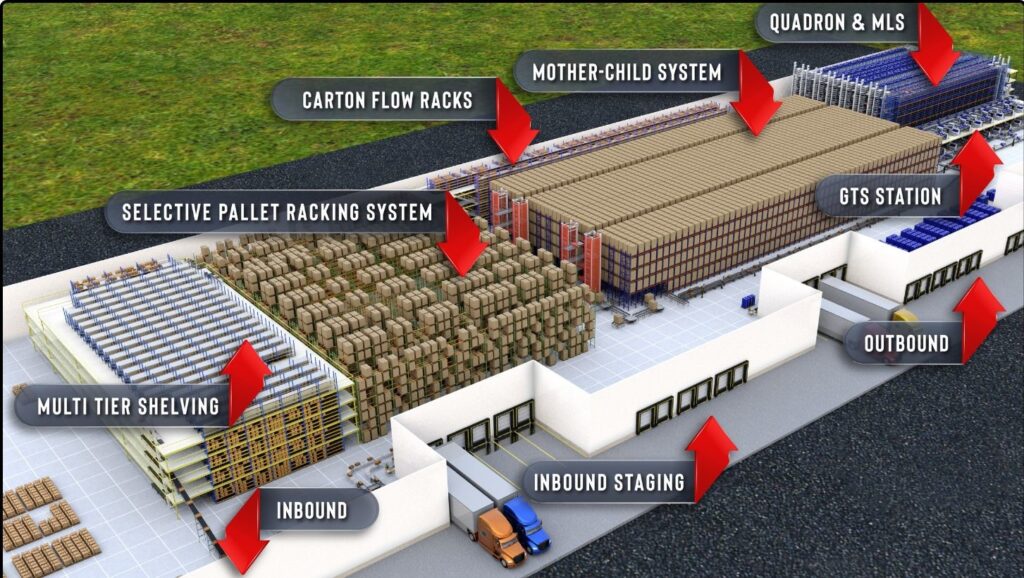
Smart Storage & Categorization
Items are classified into three categories for optimal storage and retrieval:
A-Class SKUs: Stored in the Multi-Pro ASRS Solution for high-speed access.
B-Class SKUs: Placed in the SPRS Selective Pallet Racking System.
C-Class SKUs: Routed to the MTSS Multi-Tier Shelving System.
The facility can accommodate 12,000 pallets and100,000 cases, ensuring efficient inventory management and rapid retrieval.
Streamlined Order Processing & Dispatch
Carton Shuttle System: Uses Quadron (Carton Shuttle) and Medius (Multi-Level Shuttle) to enhance picking efficiency.
Goods-to-Person (GTP) Stations: Designed for ergonomic picking and faster order fulfillment.
Conveyor Routing: Automatically sorts order totes for replenishment or shipment.
Final Packing & Dispatch: Orders are packed and staged for transportation to Reliance Grocery stores.
Key Performance Gains: The Impact of Automation

Reliance’s automation-driven approach has led to significant improvements across key operational metrics:
42,000 cases dispatched daily, enhancing order fulfillment speed.
- Expanded storage capacity, accommodating increased inventory demand.
- 47% reduction in handling costs and 19% lower storage costs.
- 99.99% order fulfillment accuracy, ensuring precision and reliability.
- Warehouse Execution System (WES) integration, optimizing workflow and efficiency.
Conclusion
Reliance Industries successfully automated its grocery automation, reducing costs, increasing efficiency, and improving order accuracy. With cutting-edge technology and smart logistics, the company has set a new industry benchmark. This transformation proves that automation is the key to modern supply chain success.





