
Índice
Con una superficie de 250.000 pies cuadrados, este vanguardista centro de automatización de comestibles de Calcuta está listo para crear nuevos puntos de referencia en automatización, eficiencia y escalabilidad. Diseñado para manipular 42.000 cajas al día y dar cabida a 12.000 palés y 100.000 cajas, este centro cambia las reglas del juego de la distribución moderna de comestibles con sistemas automatizados de almacenamiento y cumplimiento de pedidos, lo que permite velocidad y precisión a gran escala.
Para saber más, lea el blog completo:
El reto: ampliar la automatización de los supermercados de forma eficiente
Gestionar la automatización de los supermercados a gran escala no es tarea fácil. Con cientos de tiendas a las que abastecer diariamente, Reliance Industries, kolkata se enfrentaba a un reto cada vez mayor: cómo mantener el ritmo de suministro al tiempo que se reducen los costes y se mejora la eficiencia. Los métodos tradicionales de almacenamiento, que dependen del trabajo manual, pueden ralentizar las operaciones, lo que provoca retrasos, ineficacia y mayores costes.
El objetivo: operaciones más rápidas, inteligentes y rentables
Para lograrlo, se asociaron con Addverb, líder mundial en tecnología de automatización. ¿El resultado? Un almacén optimizado que funciona con rapidez, precisión y eficacia.
El objetivo: Optimizar las operaciones mediante la tecnología
El objetivo principal de Reliance Industries era reducir los costes operativos, maximizar la utilización del espacio y reducir la dependencia de la mano de obra. Al colaborar con Addverb, la empresa integró sistemas avanzados de almacenamiento y recuperación, agilizando la gestión del inventario y mejorando la eficiencia en el cumplimiento de los pedidos.
Automatización en acción: Transformación paso a paso
Los procesos automatizados de la instalación garantizan una transición fluida desde la llegada del material hasta su expedición final, lo que mejora notablemente la eficacia operativa.
Manipulación eficiente del material entrante
Las mercancías llegan a través de transportadores telescópicos y flexibles para un movimiento fluido.
Los elevadores por vacío manipulan artículos a granel, reduciendo el esfuerzo manual y agilizando las operaciones.
El control de calidad (CC) con Print & Apply garantiza la trazabilidad y la precisión antes del almacenamiento.
Almacenamiento y categorización inteligentes
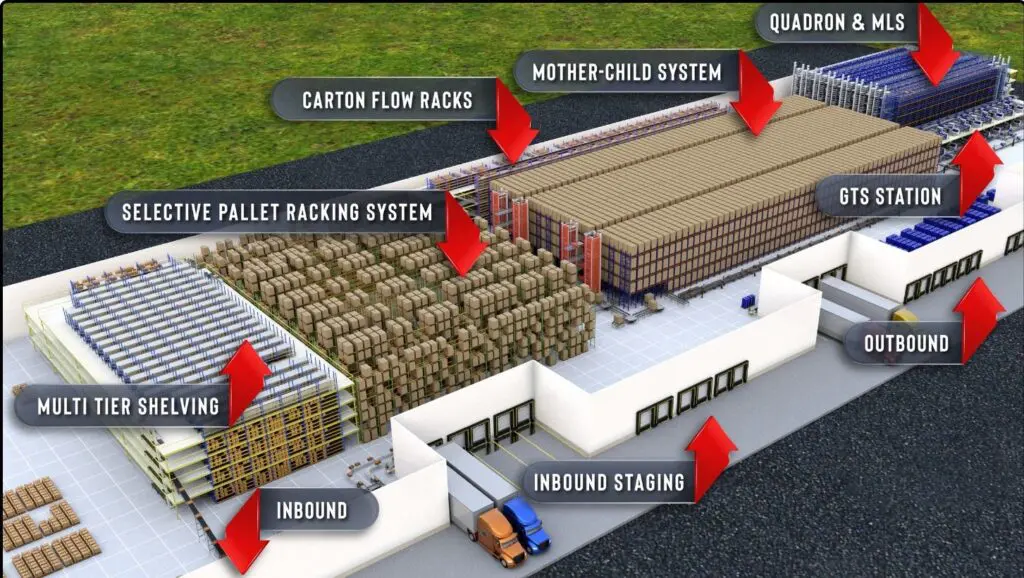
Los artículos se clasifican en tres categorías para su almacenamiento y recuperación óptimos:
SKU de clase A: Almacenadas en la solución Multi-Pro ASRS para un acceso de alta velocidad.
SKU de clase B: Colocadas en el sistema de estanterías de paletización selectiva SPRS.
SKU de clase C: Dirigidas al sistema de estanterías de varios niveles MTSS.
Las instalaciones tienen capacidad para 12.000 palés y 100.000 cajas, lo que garantiza una gestión eficaz del inventario y una rápida recuperación.
Procesamiento y envío de pedidos racionalizados
Sistema Carton Shuttle: Utiliza Quadron (Carton Shuttle) y Medius (Multi-Level Shuttle) para mejorar la eficiencia del picking.
Estaciones de preparación de pedidos: Diseñadas para un picking ergonómico y una preparación de pedidos más rápida.
Enrutamiento del transportador: Clasifica automáticamente los contenedores de pedidos para su reposición o envío.
Embalaje final y envío: Los pedidos se empaquetan y se preparan para su transporte a las tiendas Reliance Grocery.
Ganancias de rendimiento clave: El impacto de la automatización

El enfoque de Reliance basado en la automatización ha dado lugar a mejoras significativas en las principales métricas operativas:
42.000 cajas despachadas diariamente, lo que mejora la velocidad de cumplimiento de los pedidos.
Capacidad de almacenamiento ampliada, para dar cabida a una mayor demanda de inventario.
Reducción del 47% de los costes de manipulación y del 19% de los costes de almacenamiento.
99,99% de exactitud en el cumplimiento de pedidos, lo que garantiza precisión y fiabilidad.
Integración del sistema de ejecución de almacenes (WES), optimizando el flujo de trabajo y la eficiencia.
Conclusión
Reliance Industries ha automatizado con éxito su almacén de comestibles, reduciendo costes, aumentando la eficacia y mejorando la precisión de los pedidos. Con tecnología punta y una logística inteligente, la empresa ha establecido un nuevo punto de referencia en el sector. Esta transformación demuestra que la automatización es la clave del éxito de la cadena de suministro moderna.





